- Комплектация
- УСОГ-АО модульные установки аминовой очистки природного и попутного нефтяного газа от сероводорода
- Назначение
- Характеристики
- Технические данные
- Абсорбционная технология. Аминовая отмывка
- Основная однопоточная схема абсорбционной очистки газа растворами этаноламинов
- Краткое описание процесса
- Аминовая очистка
- Выбор типа амина
- Технологическая схема
- Решения «ГазСёрф»
Комплектация
УСОГ-АО модульные установки аминовой очистки природного и попутного нефтяного газа от сероводорода
Назначение
Установки УСОГ-АО и УСОГ-АО/С предназначены для аминовой очистки природного или попутного нефтяного газанизкого и среднего давления от сероводорода в промысловых условиях. Установки отличаются способом утилизации кислого газа: базовый вариант предусматривает беспламенное каталитическое окисление ( дожиг) кислого газа, а установки УСОГ-АО/С включают утилизацию кислого газа с получением жидкой серы.
Установки отличаются малой массой и габаритными размерами, а также незначительными эксплуатационными расходами.
Характеристики
Аминовая очистка основана на поглощении сероводорода водным раствором метилдиэтаноламина, при регенерации которого выделяют кислый газ. На установке УСОГ-АО кислый газ окисляют на катализаторе до смеси диоксида серы, паров воды, углекислого газа и азота и сбрасывают в атмосферу. На установках УСОГ-АО/С кислый газ окисляют на катализаторе с выделением жидкой серы, отходящий газ на установке УСОГ-АО/СН рециркулируют в очищаемый газ, а на установке УСОГ-АО/СВ окисляют на катализаторе до смеси диоксида серы, паров воды, углекислого газа и азота и сбрасывают в атмосферу.
— узел прямого каталитического окисления сероводорода с узлом выделения жидкой серы ( УСОГ-АО/СН и УСОГ-АО/СВ),
а также система нагрева и охлаждения технологического оборудования, трубная обвязка с комплектом запорной, регулирующей и предохранительной арматуры и средствами КИПиА. По заданию установка комплектуется оборудованием для гранулирования и затаривания серы, а также демеркаптанизации газа.
Установка УСОГ-АО размещается на одном, а установки УСОГ-АО/С – на двух технологических транспортируемых блок-боксах размером 3х3х6 м.
Установки поставляются в полной заводской готовности, подключаются к коммуникациям гибкими метало рукавами, требуют минимальных сроков и объемов монтажных работ для запуска в эксплуатацию.
Технические данные

*с площадками обслуживания
Установка УСОГ-АО в базовой комплектации применяется для очистки малых объемов газа или газа, содержащего незначительное количество сероводорода ( до нескольких сотен кг в сутки) при допустимости выбросов соответствующих объемов диоксида серы в атмосферу.
Сероводородсодержащий природный или попутный нефтяной газ ( А) очищают от капельной жидкости ( на схеме не показано), подвергают абсорбционной очистке водным раствором алканоламина ( Б)и промывают водой ( В) в трехсекционном абсорбере/десорбере А-1, очищенный газ ( Г)выводят с установки. Кислый газ ( Д) окисляют кислородом воздуха ( Е) в реакторе Р-1 с неподвижным слоем катализатора в две ступени, продукты окисления ( Ж) сбрасывают в атмосферу.
Установка УСОГ-АО/СН отличается наличием модуля утилизации кислого газа с получением серы и рекомендуется к применению при суточном расходе сероводорода до 4-5 т в случаях, когда допускается некоторое разбавление очищенного газа азотом ( около 2,5% об. на каждый % об. сероводорода).
Кислый газ ( Д) смешивают с воздухом ( Е) в соотношении ниже стехиометрического и направляют в трехсекционный реактор-конденсатор серы Р-2, в котором смесь газов подогревается, контактирует с катализатором селективного окисления сероводорода и охлаждается с конденсацией серы. Газы окисления ( З) со сниженным содержанием сероводорода рециркулируют в поток сырьевого газа, жидкую серу ( И) выводят с установки и далее кристаллизуют с получением гранулированной или комовой серы.
Установка УСОГ-АО/СВ вместо узла рециркуляции газов окисления комплектуется узлом дожига газов окисления ( аналогичном узлу дожига УСОГ-АО) и рекомендуется к применению при суточном расходе сероводорода более 1 т. Состав очищаемого газа при этом не меняется.
Кислый газ ( Д) смешивают с воздухом ( Е) в стехиометрическом соотношении и окисляют в реакторе-конденсаторе серы Р-2. Газы окисления ( З) со сниженным в 50-100 раз содержанием сероводорода и окисляют кислородом воздуха в реакторе Р-1 с неподвижным слоем катализатора в две ступени. Продукты окисления ( Ж), содержащие 1-2% от исходного количества серы в виде диоксида серы, сбрасывают в атмосферу.

Принципиальная технологическая схема установки сероочистки природного и попутного нефтяного газа
Температура в аппаратах поддерживается на оптимальном уровне, обеспечивающем заданную глубину очистки от сероводорода с помощью системы нагрева и охлаждения ( на схеме показана условно). Катализаторы окисления допущены к применению в нефтегазовой промышленности и выпускаются российскими предприятиями.
— возможность очистки больших объемов ПГ или ПНГ, в том числе с высокой концентрацией и сероводорода,
Источник
Абсорбционная технология. Аминовая отмывка
Во многих углеводородных газах (ПНГ, природный газ, биогаз и др.) содержится значительное количество кислых компонентов, наиболее распространенными из которых являются углекислый газ (СО2) и сероводород (H2S), но могут встречаться также сероорганические соединения — серооксид углерода (COS), сероуглерод (CS2), меркаптаны (RSH), тиофены и другие примеси. Подобные примеси являются токсичными веществами, осложняют транспортирование и переработку газа, так как снижают эффективность каталитических процессов, приводят к возникновению коррозии газопроводов и оборудования.
Одни из методов удаления кислых примесей из углеводородного газа является химическая сорбция СО2 и H2S водными растворами различных аминов, моноэтаноламин (МЭА), диэтаноламин (ДЭА) и метилдиэтаноламин (МДЭА).

Основная однопоточная схема абсорбционной очистки газа растворами этаноламинов
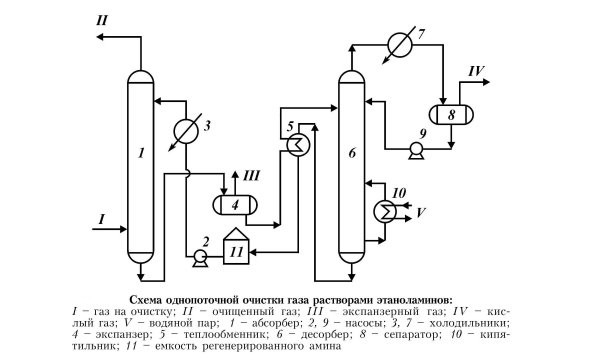
Краткое описание процесса
Абсорбционная очистка газа аминами основана на том, что при взаимодействии с кислыми компонентами газа амины образуют химические соединения, легко распадающиеся на исходные компоненты при повышении температуры и снижении давления.
Для проведения процесса сырьевой газ подогревается до температуры, примерно равной температуре окружающей среды, и подается в абсорбционную колонну, в которой контактирует с раствором амина. Очищенный от кислых примесей газ затем проходит через сепаратор для отделения капельной жидкости и направляется на дальнейшую подготовку. Насыщенный раствор амина дегазируется, подогревается в рекуперативном теплообменнике и поступает в десорбер для регенерации. Регенерированный раствор амина затем охлаждается и насосами подается снова в абсорбционную колонну.
Преимущества установок аминовой очистки:
- Обеспечивают тонкую очистку газов от сероводорода и СО2, при различных давлениях, расходах и концентрациях кислых компонентов в исходном сырье
- Простота и надежность работы установки
К основным недостаткам процесса относятся:
- Низкая глубина извлечения меркаптанов и некоторых других сероорганических соединений
- Большие теплоэнергетические затраты на реализацию процесса
- Абсорбенты и продукты взаимодействия их с примесями, содержащиеся в сыром газе, нередко обладают повышенной коррозионной активностью
- Снижение эффективности процесса при высоком содержании тяжелых углеводородов
- Необходимость осушки газа и утилизации кислых газов после аминовой очистки
Абсорбционная технология (аминовая отмывка) применима в широком диапазоне концентраций серосодержащих соединений и СО2. Для различных задач используются растворы МЭА, ДЭА, ТЭА, МДЭА. В ряде случаев могут использоваться и другие абсорбенты. Для сокращения эксплуатационных затрат технология может комбинироваться с мембранной и адсорбционной очисткой.
Не является публичной офертой
Получите больше информации
Отправьте запрос и наш менеджер свяжется с Вами в ближайшее время
Источник
Аминовая очистка
Сероводород, соединения меркаптановой серы и углекислый газ являются наиболее распространенными «загрязнителями» углеводородного сырья. Ввиду их высокого коррозионного воздействия на выполненные из углеродистой стали оборудование и трубопроводы, эти соединения должны быть удалены из сырьевого потока, если их концентрация превышает допустимую.
Удаление соединений сероводорода и углекислого газа водными растворами аминов – наиболее «популярный» метод с более чем пятидесятилетней историей.
Область применения установок аминовой очистки:
- Очистка газа от H2S, CO2 и частично от соединений меркаптановой серы
- Очистка сжиженных углеводородных газов (СУГ)
- Удаление CO2 из синтез-газа
- Очистка дымовых газов и получение СО2

Рис. 1 3D-модель установки аминовой очистки

Рис. 2 Чертеж установки аминовой очистки
Выбор типа амина
Тип и концентрация водного раствора амина – критически важные параметры для определения всего процесса очистки. Ниже приведены типичные массовые концентрации растворов аминов.
Моноэтаноламин (МЭА): 20% для удаления CO2 и H2S, 32% для удаления преимущественно СО2.
Диэтаноламин (ДЭА): 20. 25% для удаления H2S и CO2.
Метилдиэтаноламин (МДЭА): 30. 55% для селективного удаления H2S в присутствии CO2, удаления H2S и CO2 при использовании активатора (пиперазин).
Дигликольамин (ДГА): 50 % для удаления H2S, CO2 и до 70% «легких» меркаптанов.
Технологическая схема

Рис. 3 Принципиальная схема установки аминовой очистки
Газ подается в нижнюю часть колонны-абсорбера (1). Поднимаясь вверх по колонне, газ контактирует с раствором амина. В качестве контактных устройств применяются либо клапанные тарелки, либо неструктурированная насадка. Выбор типа контактного устройства определяется для каждого конкретного случая в отдельности. Количество теоретических ступеней контакта для типичного абсорбера – 7. Пройдя контактную часть абсорбера, газ поступает в секцию каплеуловителя. Назначение данной секции – максимально возможное снижение величины уноса раствора амина с потоком очищенного сырья. Далее, очищенный газ отводится за пределы установки. Колонна-абсорбер стандартно оборудована датчиками температуры для отслеживания изменения температуры по высоте аппарата.
Раствор амина по сигналу автоматического контроллера уровня отводится из нижней части колонны посредством автоматического клапана. При снижении давления из раствора амина выделяются фракции легкокипящих углеводородов. Разделение образовавшейся смеси происходит в сепараторе (2). Выделившийся в процессе сепарации газ отводится из верхней части аппарата в факельную систему сжигания «кислых» газов или в блок термической деструкции.
После сепарации раствор амина проходит механическую очистку в последовательно расположенных мешотчатом (3) и угольном (4) фильтрах.
Далее, очищенный от механических примесей раствор насыщенного амина поступает в теплообменник (5), где происходит нагрев за счет теплообмена с потоком регенерированного амина из ребойлера (7).
Из теплообменника (5) раствор амина подается в колонну-десорбер (6). Подвод тепла, необходимого для процесса регенерации, происходит в ребойлере (7). Источником тепла может быть как прямой подогреватель (газовая горелка, термоэлектрический нагреватель), так и косвенный (пар или горячее масло). АВО рефлюкса (8) обеспечивает частичную конденсацию паров из колонны-десорбера, формируя тем самым поток рефлюкса.
Регенерированный амин отводится из переливной секции ребойлера (7) и подается в теплообменник (5) для нагрева потока насыщенного амина, после чего подпорным насосом подается в секцию АВО амина (12).
Охлажденный регенерированный амин подается в колонну-абсорбер нагнетательным насосом (13).
Решения «ГазСёрф»

Установка аминовой очистки в США, Оклахома
Источник