- 10. Строение сварочной дуги.
- 11. Статическая вольт-амперная характеристика сварочной дуги.
- 12. Влияние на дугу магнитных полей и ферромагнитных масс.
- Что такое сварочная дуга
- А если объяснить проще?
- Процесс появления дуги по этапам
- Строение сварочной дуги
- Можно ли её увидеть?
- Условия для стабилизации сварочной дуги
- Способы поджига дуги
- Характеристики электрической сварочной дуги
- Отличительные свойства
- Длина
- Способ возбуждения дуги
- Сила тока
10. Строение сварочной дуги.
Сварочная дуга — это мощный устойчивый электрический разряд, который характеризуется высокой температурой и повышенной плотностью тока. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. 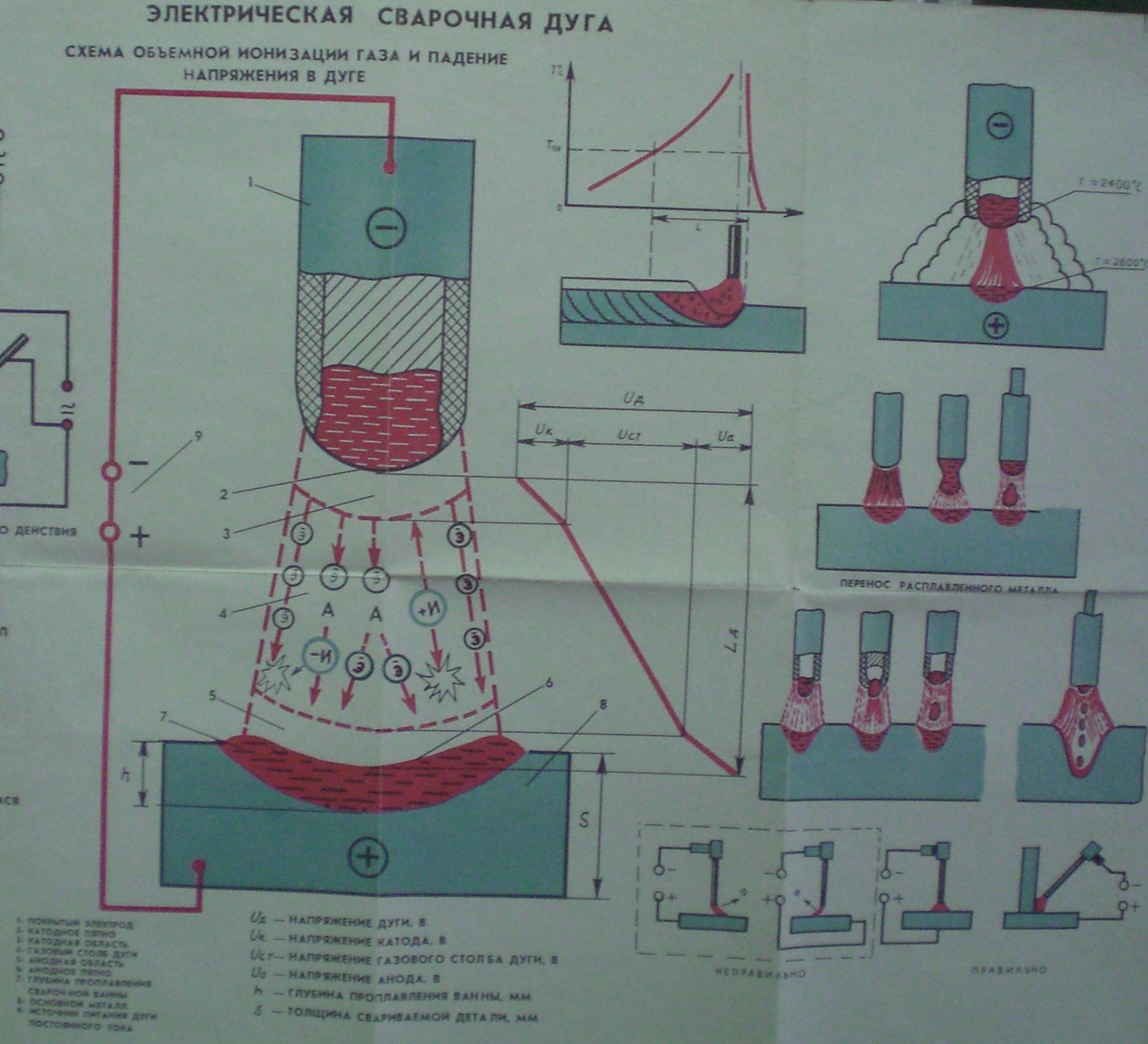 Катод (верхняя часть) излучает электроны, они поступают в столб дуги, но излучаются они не всей поверхностью, а катодными пятнами (с огромной скоростью меняется место катодного пятна). Положительные ионы попадают на катод, нейтрализуются и тормозятся с выделением большого количества теплоты, приводящей к нагреву катодного пятна и плавлению электрода. Падение напряжения в катодной области составляет 10-20 В. Длина катодной области — 10(-4)(-5) степени см. В катодной области создаются два потока: отрицательных электронов и положительных ионов. Столб дуги — это ионизированный газ, содержащий атомы, молекулы, свободные электроны, положительные и отрицательные ионы. Такой газ называется плазмой. Плазменный газ дуги считается электрически нейтральным: в каждом сечении столба дуги одновременно находится равное число положительно и отрицательно заряженных частиц. В столбе дуги идут два взаимноуравновешенных процесса — ионизация и рекомбинация. Температура столба дуги — 6000-7000 градусов. В анодной области направленный поток электронов идет к анодному пятну. На поверхности анодного пятна нейтрализуется и тормозится с выделением большого количества тепловой энергии, что приводит к сильному нагреву анодного пятна и плавлению основного металла. Падение напряжения в анодной области — 4-6 В. Длина анодной области — 10(-3)(-4) степени см. Общая длина дуги складывается из трех областей (длины катодной, анодной и дуги). Длина дуги: 2-4 мм (короткая дуга), 4-6 мм (нормальная дуга) и больше 6 мм (длинная дуга). Ну да, сварка — это искусство. Напряжение дуги = сумма напряжений катодной области, столба и анодной области. Общее напряжение — 14-28 В.
Катод (верхняя часть) излучает электроны, они поступают в столб дуги, но излучаются они не всей поверхностью, а катодными пятнами (с огромной скоростью меняется место катодного пятна). Положительные ионы попадают на катод, нейтрализуются и тормозятся с выделением большого количества теплоты, приводящей к нагреву катодного пятна и плавлению электрода. Падение напряжения в катодной области составляет 10-20 В. Длина катодной области — 10(-4)(-5) степени см. В катодной области создаются два потока: отрицательных электронов и положительных ионов. Столб дуги — это ионизированный газ, содержащий атомы, молекулы, свободные электроны, положительные и отрицательные ионы. Такой газ называется плазмой. Плазменный газ дуги считается электрически нейтральным: в каждом сечении столба дуги одновременно находится равное число положительно и отрицательно заряженных частиц. В столбе дуги идут два взаимноуравновешенных процесса — ионизация и рекомбинация. Температура столба дуги — 6000-7000 градусов. В анодной области направленный поток электронов идет к анодному пятну. На поверхности анодного пятна нейтрализуется и тормозится с выделением большого количества тепловой энергии, что приводит к сильному нагреву анодного пятна и плавлению основного металла. Падение напряжения в анодной области — 4-6 В. Длина анодной области — 10(-3)(-4) степени см. Общая длина дуги складывается из трех областей (длины катодной, анодной и дуги). Длина дуги: 2-4 мм (короткая дуга), 4-6 мм (нормальная дуга) и больше 6 мм (длинная дуга). Ну да, сварка — это искусство. Напряжение дуги = сумма напряжений катодной области, столба и анодной области. Общее напряжение — 14-28 В.  А
А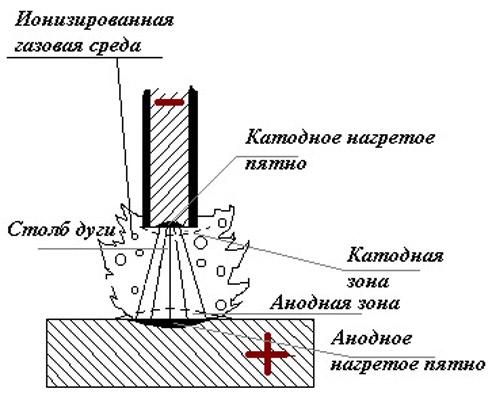 льтернативная (простая) схема сварочной дуги:
льтернативная (простая) схема сварочной дуги:
11. Статическая вольт-амперная характеристика сварочной дуги.
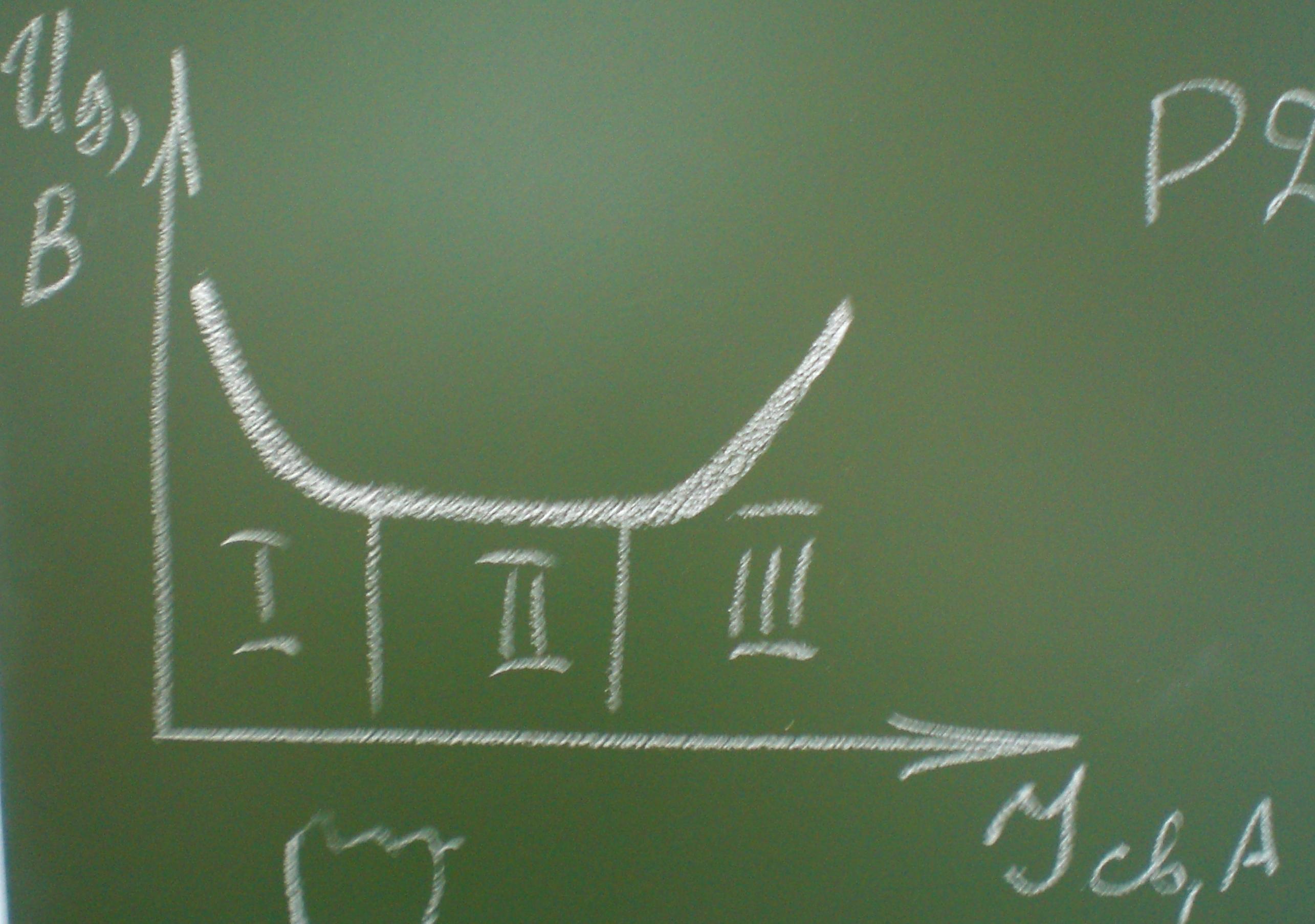
Режим горения дуги определяется двумя параметрами: 1) напряжением дуги; 2) током сварки. При установившемся процессе горения напряжение дуги зависит в основном от ее длины. UД = a + b·ld, где а — постоянный коэффициент, который по своей физической сущности составляет сумму напряжений в катодной и анодной области (В); b — среднее удельное падение напряжения, отнесенное к 1 мм столба дуги (В*мм); ld — длина дуги (мм). Значения коэффициентов зависят от тока сварки, от состава покрытия электрода, от свойств основного металла. Cтатическая вольт-амперная характеристика дуги (ВАХ) — это зависимость между напряжением дуги и током сварки при установившемся режиме. В общем случае статическая характеристика дуги имеет три участка: падающая ветвь, горизонтальная (жесткая) ветвь, возрастающая ветвь. Первая и вторая области соответствуют ручной дуговой сварке (РДС).
12. Влияние на дугу магнитных полей и ферромагнитных масс.
Столб дуги является гибким проводником электрического тока, вокруг которого образуется осесимметричное магнитное поле (собственное магнитное поле дуги). Магнитное поле создает направленность дуги, способствует более устойчивому горению. Но положение столба дуги может изменяться под действием внешних магнитных сил. Такое явление называется магнитным дутьем. Под действием магнитного дутья дуга может отклоняться, перемещаться, изменять форму; при этом может увеличиваться разбрызгивание металла, ухудшаться качество шва. Причинами такого явления могут быть: неблагоприятная форма изделия, наличие ферромагнитных масс вблизи зоны сварки, место подвода тока к изделию, неправильный наклон электрода и все такое. Рассмотрим несколько примеров, показывающих воздействие внешнего магнитного поля на сварочную дугу. Если вокруг дуги создано симметричное магнитное поле, то дуга не отклоняется, так как созданное поле оказывает симметричное действие на столб дуги. Если на столб сварочной дуги действует несимметричное магнитное поле, которое создается током, протекающим в изделии, то столб дуги при этом будет отклоняться в сторону, противоположную токоподводу. 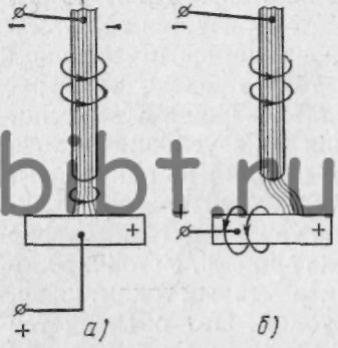 Сильным фактором, действующим на отклонение дуги, являются ферромагнитные массы: массивные сварные изделия (ферромагнитные массы) имеют большую магнитную проницаемость, чем воздух, а магнитные силовые линии всегда стремятся пройти по той среде, которая имеет меньшее сопротивление, поэтому дуговой разряд, р
Сильным фактором, действующим на отклонение дуги, являются ферромагнитные массы: массивные сварные изделия (ферромагнитные массы) имеют большую магнитную проницаемость, чем воздух, а магнитные силовые линии всегда стремятся пройти по той среде, которая имеет меньшее сопротивление, поэтому дуговой разряд, р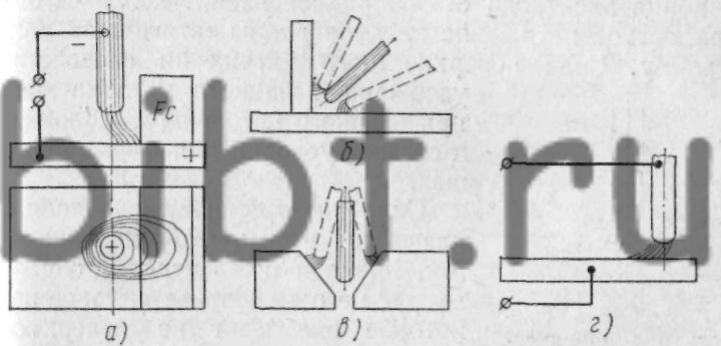 асположенный ближе к ферромагнитной массе, всегда отклоняется в ее сторону. а — в сторону массивной детали; б — при выполнении углового шва; в — при выполнении стыкового шва в разделку, г — при выполнении стыкового шва. Влияние магнитных полей и ферромагнитных масс можно устранить изменением места токоподвода, угла наклона электрода, временным размещением ферромагнитного материала для создания симметричного поля и заменой постоянного тока переменным.
асположенный ближе к ферромагнитной массе, всегда отклоняется в ее сторону. а — в сторону массивной детали; б — при выполнении углового шва; в — при выполнении стыкового шва в разделку, г — при выполнении стыкового шва. Влияние магнитных полей и ферромагнитных масс можно устранить изменением места токоподвода, угла наклона электрода, временным размещением ферромагнитного материала для создания симметричного поля и заменой постоянного тока переменным.
Источник
Что такое сварочная дуга

Процесс сварки основан на воздействии концентрированной тепловой энергии, которая быстро нагревает металл до температуры плавления. Чаще всего тепло преобразовывают из электрической энергии с помощью сварочной дуги – такая сварка называется дуговой.
Сварочная дуга – это разряд, который возникает из-за ионизации воздуха под действием высокого напряжения и остается устойчивым, благодаря электрическому полю и ионизированной газовой среде (плазме).
А если объяснить проще?
Когда вы включаете сварочный аппарат и подносите электрод к металлу, возникает мгновенный электрический разряд. Электроны отрываются от плюса (анода) и начинают движение к минусу (катоду). Движение быстрых заряженных частиц ионизируют атомы воздуха (выбивают из них электроны), и он становится проводником. Вы отодвигаете электрод на некоторое расстояние, и получаете огненный столб, который тянется от электрода к металлу, образуя воронку, – это и есть дуга.
Процесс появления дуги по этапам
- Электродный стержень соприкасается с поверхностью металла
- Выделяется большое количество тепла
- Металл раскаляется и разъединяется со стержнем
- От катода отрываются электроны
- Свободные электроны стремятся к аноду, по пути разбивая молекулы на ионы и электроны
- Возникает устойчивый электрический разряд
- Процесс стабилизируется за счет увеличения количества заряженных частиц
Строение сварочной дуги

- Анодная зона (анодное пятно) – поверхность кратера сварочной ванны толщиной не более 10 микрон; место отрыва электронов.
- Катодная зона – поверхность конца электрода; место, куда стремятся электроны
- Столб – воронка, по которой движутся электроны.
- Газовое облако – скопление ионизированного газа вокруг столба, которое защищает место сварки от влияния атмосферных газов.
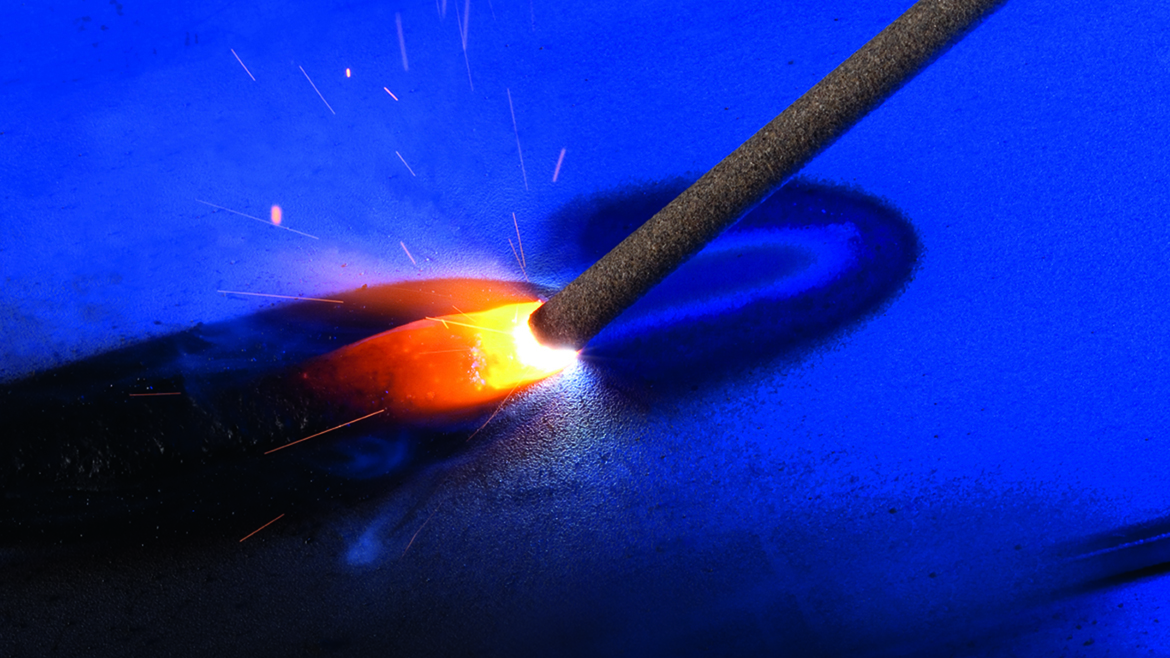
Можно ли её увидеть?
Сам разряд не виден, но хорошо заметно свечение плазмы – свет появляется из-за потери электронами энергии в процессе прохождения через газ. Оттенок свечения зависит от состава газа. Также за свечение можно принять движение расплавленных капель металла, которые отрываются от стержня и капают на основной материал со скоростью 15-30 штук в секунду.
Горение дуги сопровождается инфракрасным и ультрафиолетовым электромагнитным излучением, опасным для человека. Именно поэтому во время сварки необходимо защищать глаза.
Условия для стабилизации сварочной дуги
Чтобы разряд был устойчивым необходимо не снижать температуру и создать благоприятную среду для ускоренной ионизации газа.
Для поддержания температуры:
- детали предварительно подогревают, чтобы поднять температуру воздуха вокруг них еще до создания разряда;
- поддерживают постоянную силу тока, соответствующую толщине электрода.
Для создания ионизирующей газовой среды:
- используют присадочные материалы, которые при нагреве испаряют ионизирующий газ (открытый тип состава плазмы);
- подают ионизирующий газ из баллона, подключенного к аппарату;
- используют флюс – материал для защиты места сварки от окружающей атмосферы (закрытый тип состава плазмы).
Способы поджига дуги
Контактный (Lift) – классический способ, разряд появляется в момент соприкосновения электрода с металлом. Такой метод поджига используется при применении плавящихся электродов. Для неплавящихся электродов он нежелателен, так как ведет к разрушению стержня и ухудшению прочности шва.
Контактный поджиг бывает двух видов:
- касание – нагрев в одной точке;
- чирканье – нагрев в нескольких точках.
Бесконтактный (HF) – разряд появляется без соприкосновения электрода с металлом. Для этого используется осциллятор – устройство, преобразующее ток в высокочастотные короткие по длительности импульсы, которые пробивают воздушный зазор между электродом и металлом.
Характеристики электрической сварочной дуги
Отличительные свойства
- Высокая температура. Нагрев внутри дуги достигает 7000 °C, при этом температура на поверхности сварочной ванны и конце стержня примерно в 2 раза ниже.
- Резкие границы. Благодаря облаку защитных газов вокруг, положение дуги четко определено и не меняется на протяжении времени без изменения внешних условий.
- Неравномерное электрическое поле. Напряжение электрического поля неоднородно между полюсами.
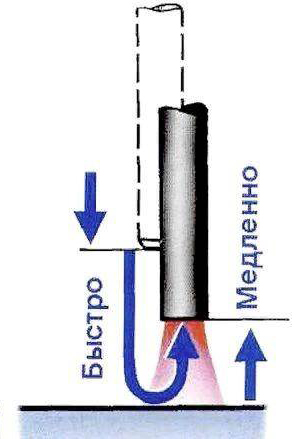
Длина
Длина сварочной дуги – это расстояние от поверхности расплавленного металла в сварочной ванне до электрода. От этого параметра зависит многое: стабильность горения, форма шва, напряжение.
Оптимальная длина зависит от диаметра электрода.
- Короткая – от 50 до 100% диаметра электрода. Обеспечивает наилучшее качество шва. Визуально контролировать переход от средней длины к короткой бывает трудно, но его можно услышать – сварка короткой дугой сопровождается потрескиванием, схожим с шипением горячего масла на сковороде.
- Средняя – от 100 до 120% диаметра электрода. Проще всего поддерживается – небольшие отклонения не приведут к разрыву, что удобно для начинающих сварщиков. При работе с тонкими электродами средняя дуга позволяет избежать прилипания (непроизвольного касания металла концом электрода).
- Длинная – от 150% диаметра электрода. Практически не используется. Она создает неровный широкий шов небольшой глубины. Её применение обосновано только необходимостью варить тонкий металл толстым электродом – в этом случае длинная дуга позволяет избежать сквозного прожига металла (но намного проще подобрать электрод по размеру).
Способ возбуждения дуги

- Прямой – дуга перпендикулярна металлу и параллельна электроду.
- Косвенный – дуга образуется двумя электродами, наклоненными под 40-60 градусов к одной точке на поверхности металла.
- Комбинированный – дуга образуется между двумя электродами и металлом.
Сила тока
Сила тока, используемого для создания сварочной дуги, должна соответствовать толщине металла. Завышенная сила тока угрожает прожигом. Недостаточно сила тока не позволяет нагреть металл достаточно, чтобы получить стабильную дугу.
Источник