- Российские ученые предложили новый метод выделения этана и пропана из природного газа
- Ученые из Института неорганической химии им. А.В. Николаева Сибирского отделения (СО) РАН создали мезопористые металлорганические полимеры для выделения легких алканов из многокомпонентного природного газа. Новый метод может стать альтернативой криогенному разделению газа, которое сегодня активно применяется в промышленности.
- Исследования технологического процесса получения фракции С2+
Российские ученые предложили новый метод выделения этана и пропана из природного газа
Ученые из Института неорганической химии им. А.В. Николаева Сибирского отделения (СО) РАН создали мезопористые металлорганические полимеры для выделения легких алканов из многокомпонентного природного газа. Новый метод может стать альтернативой криогенному разделению газа, которое сегодня активно применяется в промышленности.

Источник фото — chemistry-dictionary.yallascience.com
Легкие алканы – это предельные углеводороды, к числу которых относятся метан, этан, пропан и бутан. Эти соединения играют важную роль в энергетике и промышленности. Метан используется в качестве топлива, этан является одним из ключевых видов сырья для газохимии, а смесь пропана и бутана, отличающаяся способностью переходить из газообразной в жидкую форму, остается одним из наиболее распространенных видов сжиженных углеводородных газов (СУГ).
«Жирные» компоненты газа выделяются на криогенных установках при низких температурах. Этот метод, в частности, используется на Амурском газоперерабатывающем заводе (ГПЗ), который после ввода шести очередей сможет перерабатывать 42 млрд куб. м газа в год, а также ежегодно производить 60 млн куб. м гелия, 2,4 млн тонн этана, 1 млн тонн пропана, 500 тыс. тонн бутана и 200 тыс. тонн пентан-гексановой фракции. Метан, получаемый в результате переработки сырья с Чаяндинского и Ковыктинского месторождений, должен будет отправляться на экспорт в Китай; гелий будет поступать на гелиевый хаб в Амурской области; а этан после ввода в строй Амурского газохимического комплекса должен будет стать сырьем для производства этилена и полимеров.
Ученые из Института неорганической химии СО РАН предложили использовать совершенно иной метод разделения газов, в основе которого лежит адсорбция. «Для выделения ценных углеводородов из сложных химических смесей мы создали высокоселективные пористые материалы — металлорганические координационные полимеры серии NIIC-20, которые назвали в честь института (NIIC — Nikolaev Institute of Inorganic Chemistry). Они обладают уникальными адсорбционными характеристиками, которые можно целенаправленно настраивать под определенные задачи», – цитирует Институт катализа СО РАН доктора химических наук Данила Дыбцева.
Технология адсорбционного разделения позволяет экономить значительное количество энергии и при этом не требует специальных низкотемпературных условий. Согласно результатам исследования, опубликованным в Chemical Engineering Journal, сорбенты NIIC-20 способны с высокой эффективностью адсорбировать метан, этан и пропан. Эти преимущества будут опробованы на проекте «Сибирский кольцевой источник фотонов» в наукограде Кольцово (Новосибирская область), где будет масштабирован процесс выделения ценных углеводородов из сложных химических смесей.
Источник
Исследования технологического процесса получения фракции С2+
Этановая фракция служит сырьем для производства полимерных химических продуктов.

Этановая фракция служит сырьем для производства полимерных химических продуктов.
Одним из крупных источников этана являются природные сернистые газы Оренбургского, Астраханского и других месторождений Прикаспийской впадины.
Существующая и перспективная сырьевые базы для развития действующих и создания новых газоперерабатывающих и газохимических производств определяются объемами добычи и составами углеводородного сырья газоконденсатных и нефтегазоконденсатных месторождений.
Газ большинства новых месторождений Восточной Сибири и Дальнего Востока, а также Надым-Пур-Тазовского региона характеризуется высоким содержанием этана, который является ценным сырьем для газохимических производств, ориентированных на получение продуктов глубокой переработки с высокой добавленной стоимостью, что обусловливает необходимость развития и внедрения нового технологического процесса глубокого извлечения фракции С2+.
Развитие газоперерабатывающих предприятий (ГПЗ) является важным фактором и шагом к выходу на нетипичные для РФ рынки Северо-Восточной Азии, что требует максимальной оперативности в принятии решений (включая и технологические) по развитию данной подотрасли.
Схемы технологических установок разделения углеводородных газов и газоперерабатывающих заводов в целом заметно различаются, хотя используют одни и те же физические процессы абсорбции, ректификации, конденсации и теплообмена.
В настоящее время при извлечении этана предпочтение отдается технологическим схемам с детандерным холодильным циклом.
Считается, что детандеры выгодно использовать, когда сырьевой газ имеет высокое давление.
Однако дальнейшее совершенствование детандеров и технологических схем показало эффективность их применения и при низком давлении сырьевого газа.
В этом случае сырьевой газ дожимается до 4–7 МПа.
Часто технологические схемы с детандером для предварительного охлаждения газа включают пропановые холодильные циклы, а иногда и циклы на смеси углеводородов.
Примером (базовым вариантом) является технологическая схема, предназначенная для извлечения фракции С2+ и высших углеводородов из природного газа (рис. 1).
Максимального извлечения этана можно достичь в колонне с дефлегматором.
От способа охлаждения газа в дефлегматоре значительно зависят затраты энергии.
В патенте США приведены варианты схемы орошения деметанизатора:
1) с применением рецикла на «холодном» газе (рис. 2);
2) применением рецикла на «теплом» газе (рис. 3);
3) 2 мя турбодетандерными агрегатами (рис. 4).
Проведем сравнение этих схем с базовым вариантом схемы (см. рис. 1*).
Рис. 1. Базовая технологическая схема установки газоразделения с выделением С2+: Т1–Т5 — теплообменники; С — сепаратор; ТДА — турбодетандерный агрегат; К1 — компрессор; К — колонна разделения
Вариант 1. Схема газоразделения с применением рецикла на «холодном» компрессоре
Эффективный вариант схемы с холодным компрессором приведен на рис. 2.
Здесь часть выходящего из деметанизатора газа подается в компрессор К2, охлаждается в теплообменнике Т6, дросселируется и подается на верхнюю тарелку деметанизатора.
Добавка этого рецикла с холодным компрессором, как отмечают авторы патента, позволила повысить коэффициент извлечения этана с 90 до 99,3 % при увеличении затрат энергии всего на 1 %.
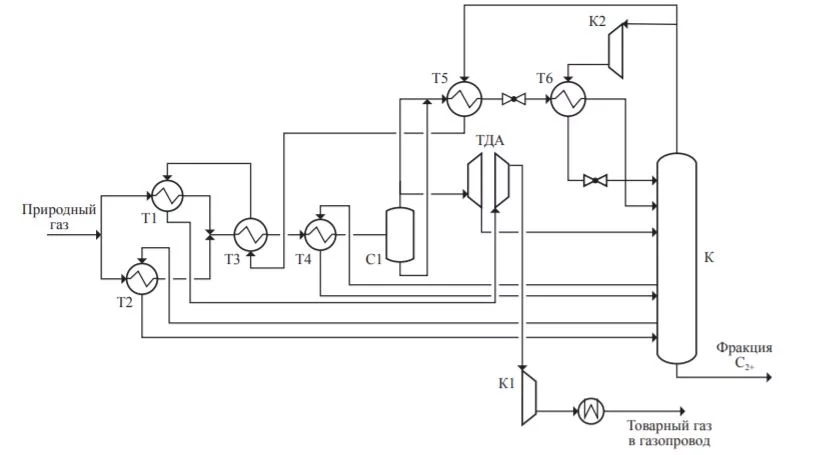
Рис. 2. Технологическая схема установки газоразделения с выделением С2+ с рециклом на «холодном» компрессоре
Вариант 2. Схема газоразделения с использованием компрессора на «теплом» газе
Орошение осуществляется с таким же рециклом, но с использованием компрессора на теплом газе (рис. 3).
В рецикл добавлены рекуперативный теплообменник Т7 и аппарат воздушного охлаждения (АВО).
При аналогичном варианту 1 извлечении этана затраты энергии на 4 % выше, чем в базовом (см. рис. 1).

Рис. 3. Технологическая схема установки газоразделения с выделением С2+ с рециклом на «теплом» компрессоре
Вариант 3. Схема газоразделения с двумя турбодетандерными агрегатами
На рис. 4 приведена технологическая схема, в которой отсутствует дополнительный компрессор, но добавлен еще один ТДА.
Часть товарного газа охлаждается в рекуперативном теплообменнике Т5, расширяется в дополнительном турбодетандере и подается в качестве верхнего орошения.
Затраты энергии в варианте 3 (при коэффициенте извлечения этана 99 %) на 33 % выше, чем в базовом.
Следовательно, внесенные в схему изменения экономически не оправданы.
В табл. 1 приведены результаты выполненных в Газпром ВНИИГАЗе расчетов технологических схем, представленных на рис. 1 и 2 (варианты базовый и 1).
При расчете использованы состав и параметры сырьевого газа, аналогичные исходным данным.
Состав газа (% мольн.): метан — 93,24; этан — 4,23; пропан — 1,32; С4+ — 1,21. Давление сырьевого газа — 7,2 МПа, температура — 49 о С.
Товарный газ дожимается до 7,2 МПа.
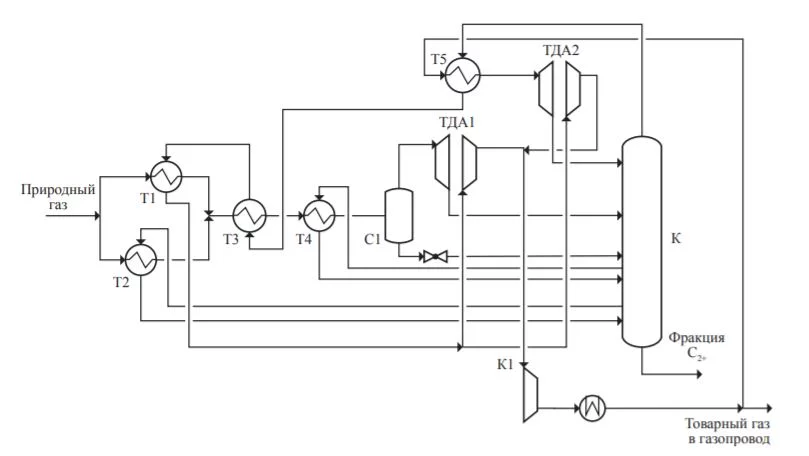
Рис. 4. Технологическая схема установки газоразделения с выделением С2+ с 2 мя ТДА
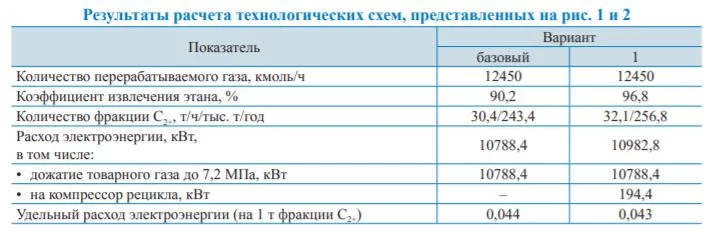
Как следует из табл. 1, коэффициент извлечения этана по схеме с холодным компрессором рецикла достиг ≈ 97 % (ниже, чем в патенте).
Затраты энергии на единицу продукции (С2+) чуть меньше, чем по базовой схеме.
Приведенные схемы (см. рис. 2–4) были разработаны с применением моделирующих пакетов прикладных программ Aspen Hysys, GIBBS.
Расчет выполнялся на состав газа (% мольн.): метан — 92,71; этан — 4,05; пропан — 0,82; С4+ — 0,43. Давление сырьевого газа — 6 МПа, температура — 30 о С.
Товарный газ дожимается до 6 МПа.
В табл. 2 отражены общие энергетические характеристики рассмотренных установок извлечения фракции С2+.
На рис. 5 приведены результаты исследования влияния давления сырьевого газа на входе в установку извлечения этановой фракции на степень извлечения этана и удельные энергетические показатели (расчеты выполнены для базового варианта, см. рис. 1).
Данные рис. 5 показывают, что повышение давления на входе в установку извлечения фракции С2+ благоприятно влияет на энергетические показатели и степень извлечения этана.
Данный факт свидетельствует о том, что рекомендуемым давлением на входе в установку является диапазон давлений, превышающий 6 МПа.
На рис. 6 приведены результаты исследования влияния давления в колонне выделения фракции С2+ (деметанизации) на энергетические показатели и степень извлечения этана при постоянном давлении сырьевого газа на входе 6,0 МПа (расчеты выполнены для базового варианта, см. рис. 1).

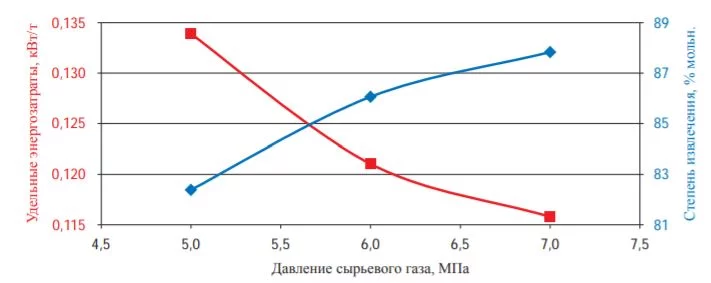
Рис. 5. Зависимость удельных энергетических затрат и степени извлечения этана от давления сырьевого газа
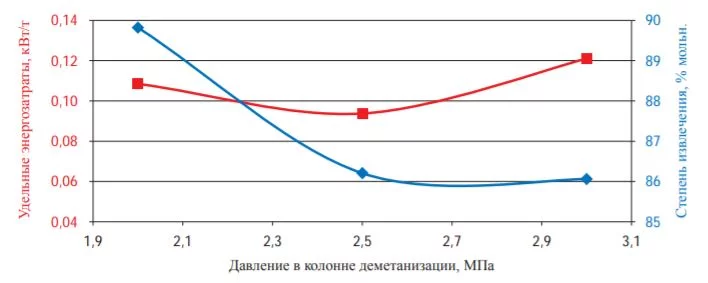
Рис. 6. Зависимость энергетических затрат и степени извлечения фракции С2+ от давления в колонне деметанизации
Как показано на рис. 6, степень извлечения фракции С2+ растет со снижением давления в колонне деметанизации, что связано с понижением температуры входяших потоков, при этом энергетические затраты возрастают, что связано с необходимостью последующего дожатия товарного (метанового) газа до требуемого давления.
При этом удельные энергозатраты находятся на минимальном уровне при степени извлечения 86–87 % мольн.
Снижение давления в колонне деметанизации может быть применено при отсутствии необходимости:
— последующего дожатия товарного газа до исходного давления (отсутствует необходимость магистрального транспорта);
— последующего выделения гелия и/или удаления азота при требуемом технологическом запасе давления для получения дополнительного холода в блоках деазотации и гелиевого концентрата.
Проведенные исследования показали:
— все рассмотренные варианты схемы газораспределения могут быть применены при выделении этановой фракции из природного газа вплоть до степени извлечения 90 % мольн. этана;
— энергетические затраты при выборе любого варианта будут находиться в диапазоне от 0,1 до 0,3 кВт/т;
— повышение степени извлечения фракции С2+ из природного газа до 95 % мольн. обеспечивают рассмотренные на рис. 2–4 варианты. При этом энергозатраты составляют менее 0,21 кВт/т.
Для определения наиболее оптимальной схемы глубокого извлечения фракции С2+ для планируемого к реализации объекта необходимо выполнить расчет экономической эффективности.
1. Технология переработки природного газа и конденсата: справочник. — Т. 1. — М.: Недра, 2002.
2. Пат. 4889445 США, МКИ F 25 j 3/02. Hydrocarbon gas processing / Campbell R.E., Wilkinson J.D., Hudson H.M. — Заявл. 21.11.88; опубл. 26.12.89.
Автор: Д.П. Копша, А.В. Оскирко
Источник